ریخته گری دوغابی یا همان slip casting یکی از روش های مورد استفاده برای ساخت و تولید سرامیک ها است. با استفاده از این روش می توان انواع کوزه های سفالی را با اشکالی تولید کرد که به راحتی با چرخ های سفالگری نمی توان آن ها را ساخت. در ریخته گری دوغابی ، ماده سرامیکی به شکل مایع در قالب پلاستر ریخته می شود و به آن اجازه داده می شود تا در دیواره قالب به یک قطعه ریخته گری شده تبدیل شود.
فرایند ریخته گری دوغابی زمان بر بوده و تولید هر قطعه حدود ۲۴ ساعت طول می کشد. با استفاده از روش ریخته گری دوغابی ، اشکالی بسیار دقیق و پایدار را می توان تولید کرد. در گذشته از این روش در اروپا و چین برای تولید ظروف سفالی بسیار کوچک استفاده می شد. در حال حاضر نیز مرسوم ترین روش برای تولید سفال های تجاری، ریخته گری دوغابی است.

قطعه تولید شده به روش ریخته گری دوغابی
نوع سفال یا سرامیکی که برای ریخته گری دوغابی استفاده می شود با سرامیکی که در سفالگری به کار می رود متفاوت است. به همین منظور رسیدن به کیفیت بالای قطعه ملزم به کار بردن مواد مناسب و با کیفیت در فرایند ریخته گری دوغابی است. فرایند تغییر دوغاب از یک ماده چسبنده و ضخیم به یک ماده نازک و رقیق که بتوان آن را در ریخته گری دوغابی به کار برد، دی فلوکولاسیون یا Deflocculation نام دارد. در این طی این فرایند ذرات از حالت سوسپانسیون خارج می شوند که این موضوع فلوکولاسیون نام دارد.
کاربرد ریخته گری دوغابی
روش ریخته گری دوغابی برای تولید اشکال پیچیده خصوصا اشیای ظریف و مجسمه هایی که در دکوراسیون استفاده می شوند مناسب است. بسیاری از ظروف چینی یا پورسلان ظریف با استفاده از این روش تولید می شوند. همچنین از این روش ریخته گری برای تولید ابزارآلات بهداشتی مثل سنگ توالت و دستشویی و انواع ظروف مثل فنجان و قوری استفاده می شود. این روش همچنین برای تولید در تیراژ های پایین نیز مناسب است. برای مثال بازسازی عروسک ها و لوازم عتیقه با استفاده از ریخته گری دوغابی انجام می شود.
قطعه تولید شده به روش ریخته گری دوغابی
ملاحظات فنی ریخته گری دوغابی
رفتار دوغاب یا ماده ای که از آن برای تولید قطعات استفاده می شود به پارامتر های مختلفی بستگی دارد. برای مثال نوع و نسبت آب، سرامیک، دیفلوکولانت یا deflocculant و دیگر مواد شیمیایی به کار رفته در آن بسیار مهم است. از دیگر عوامل موثر در این فرایند می توان به دما، رطوبت و مقدار انرژی صرف شده برای مخلوط کردن اجزا و تشکیل سوسپانسیون اشاره کرد.
در ریخته گری دوغابی اندازه گیری دقیق گرانروی (ویسکوزیته) و وزن مخصوص (specific gravity) سرامیک ، تعیین می کند که آیا مواد مورد استفاده به اندازه کافی مخلوط شده و قابل استفاده است یا خیر. وزن مخصوص را پیش از تغییر در گرانروی باید تعیین و اندازه گیری کرد. زمان لازم برای تشکیل یک قطعه ریختگی بسته به نوع دوغاب مورد استفاده تغییر می کند.

فرایند تولید قطعه با استفاده از ریخته گری دوغابی
از جمله تکنیک های فراوری لایه های سرامیکی، می توان به استفاده از پودر های سرامیکی اشاره کرد. این پودر ها را معمولا در یک سوسپانسیون ریخته تا یک دوغاب حاوی مقادیر بالای مواد جامد (بیش از ۶۰ درصد) و گرانروی پایین (پایین تر از mPa۴۰) تشکیل شود. سوسپانسیون حاصل به داخل یک قالب متخلخل ریخته می شود. با خشک شدن قالب، لایه ای حاوی ذرات بسیار ریز روی قالب از طریق رسوب دهی ذرات جامد درون دوغاب تشکیل می شود. در صورتی که خواص شیمیایی مواد مورد استفاده مناسب باشد، ضخامت لایه ها را می توان با تغییر زمان ریخته گری کنترل کرد.
افزودنی هایی که خاصیت دی فلوکولانت دارند (مثل سدیم سیلیکات) را می توان به دوغاب اضافه کرد تا ذرات مواد خام به خوبی پراکنده شوند. این موضوع سبب می شود تا مقدار مواد جامد بیشتری مصرف شده و یا اینکه محلول دوغاب با حداقل مقدار آب تولید شود. در این صورت انقباض ناشی از خشک شدن به حداقل می رسد که امری مهم در فرایند ریخته گری دوغابی است.

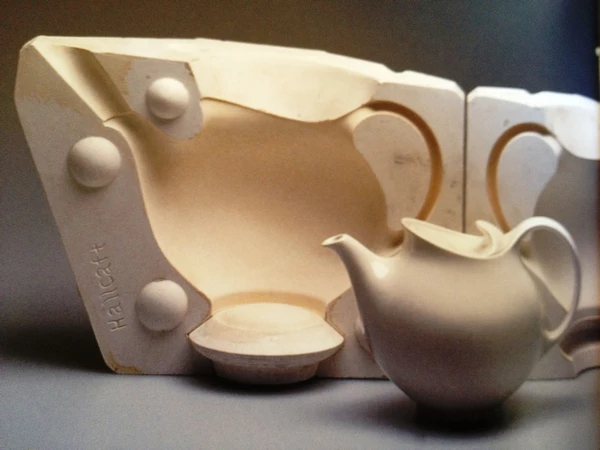
خروج قطعه از قالب ریخته گری
ریخته گری دوغابی سرامیک
فرایند ریخته گری دوغابی را می توان در ساده ترین حالت تنها یک آب زدایی محض در نظر گرفت. اما در حالت کلی فرآیند ریخته گری دوغابی سرامیک نسبت به یک آب زدایی ساده پیچیده تر است. در ریخته گری دوغابی ، گچ سفت شده حلالیت بسیار خوبی در آب دارد. در حقیقت در ریخته گری دوغابی ، مکانیزم تشکیل جداره های ریخته شده همراه با اثر فلوکولاسیون بوده که خود ناشی از مهاجرت یون های Ca2+ از قالب گچی به داخل دوغاب است.
در فرایند ریخته گری دوغابی ، حجم تخلخل، بیشتر از آب جذب شده در قالب است و فشار مکش نیز ثابت باقی می ماند. یکی از عوامل تاثیر گذار در ضخامت بدنه خام یا همان قطر لایه ایجاد شده، مدت زمانی است که دوغاب در داخل قالب باقی می ماند. یعنی هرچه زمان ماندن دوغاب و تخلیه نشدن آن بیشتر شود، قطر لایه تشکیل شده نیز بیشتر خواهد شد. نکته دیگری که وجود دارد این است که سرعت تشکیل لایه نیز ثابت نبوده و به مرور کند تر می شود. دلیل این موضوع این است که لایه ایجاد شده همانند یک سد در مقابل نفوذ آب به داخل گچ عمل کرده و از سرعت افزایش ضخامت می کاهد.

خروج قطعه از قالب ریخته گری دوغابی
سرعت ریخته گری دوغابی
سرعت ریخته گری دوغابی عاملی موثر در تعیین قطر بدنه خام و خصوصیات دیگر بدنه بوده و سرعت تولید را مشخص می کند. از همین رو سرعت ریخته گری در روش ریخته گری دوغابی پارامتر بسیار مهمی محسوب می شود. تعریف سرعت ریخته گری دوغابی ، ضخامت ایجاد شده در واحد زمان است.
عواملی که بر سرعت ریخته گری دوغابی تاثیر گذار هستند فشار، حرارت، وزن مخصوص دوغاب و نهایتا مقاومت لایه ریخته گری شده در برابر عبور آب است. می توان گفت مورد آخر مهم ترین عاملی است که سرعت ریخته گری را تعیین می کند. در ریخته گری دوغابی ، نوع مواد به کار برده شده و همچنین دانه بندی آن ها می تواند روی مقاومت لایه ریخته گری شده (مقاومت در برابر عبور آب) تاثیر گذار باشد.
اما ذکر این نکته نیز مهم است که یک سری عوامل خارجی وجود دارند که به خواص خود دوغاب مربوط نیستند. این عوامل خارجی در ریخته گری دوغابی بر سرعت فرایند ریخته گری تاثیر گذار هستند. برای مثال از این عوامل می توان به تراکم و تخلخل قالب مورد استفاده (معمولا قالب گچی) و همچنین مقدار رطوبت موجود در قالب گچی اشاره کرد. علاوه بر آن، ضخامت لایه ای که تشکیل می شود نیز با جذر زمان ریخته گری رابطه مستقیم خواهد داشت.

قطعات تولیدی به روش ریخته گری دوغابی
ويژگی دوغاب خوب در ریخته گری دوغابی
به منظور حصول یک قطعه ریخته گری شده خوب لازم است تا شرایط مناسبی بر فرایند ریخته گری حاکم باشد. در ریخته گری دوغابی مهم ترین عامل تعیین کننده کیفیت نهایی قطعه، دوغاب مورد استفاده است. برای مثال دوغاب مورد استفاده باید قابلیت بارریزی داشته و بتواند گوشه قالب را نیز پر کند. ذرات دوغاب نیز نباید رسوب کنند. علاوه بر آن، بین دیواره قسمت ریخته گری شده و بقیه دوغاب باید یک مرز کاملا مشخص وجود داشته باشد. این موضوع باعث می شود تا مابقی دوغاب به خوبی تخلیه شود. حضور حباب های هوا در دوغاب مورد استفاده در ریخته گری دوغابی ، باعث ایجاد حفرات ته سوزنی در بدنه قطعه می شود. بنابراین باید حتی الامکان از محبوس شدن حباب های هوا جلوگیری شود.
علاوه بر موارد ذکر شده در بالا مقدار آب داخل دوغاب حتی الامکان باید کم باشد. زیرا در ریخته گری دوغابی با کم بودن مقدار آب، قالب ها بیش از حد اشباع نشده و زمان خشک شدن نیز بیش از حد طولانی نمی شود. برای به دست آوردن ویژگی ها و ملزومات بیان شده لازم است تا انتخاب مواد اولیه به درستی صورت گرفته و آن ها را تا حد کافی آسیاب کنیم. همچنین مقدار فلوکولاسیون و نیز دیگر مواد جامد تا اندازه ای کاملا بهینه تنظیم شود. علاوه بر آن گاهی لازم است تا افزودنی های مناسب دیگری نیز اضافه شود که باید به این موضوع نیز توجه شود.

قطعات تولیدی به روش ریخته گری دوغابی
سلام عالی بود در مورد وجود رگه در آیتم های هوایی نظیر قوری وقندان چیزی نگفتید
مطالب خیلی مفید بودند
مطالب خیلی مفید بودند و استفدا کردیم اگر ممکن باشد آدرس،هم بگذارید تا بتوانم قالب آماده تهیه کنم.